Proceso del cepillado
Se entiende por cepillado el maquinado de superficies para arranque de
viruta, obtenida por un movimiento de corte, presentada por la herramienta o
pieza para obtener superficies planas. La pieza de trabajo se sujeta a una
prensa de tornillo o directamente a la mesa.
Cepilladora
La cepilladora, llamada también con frecuencia labrante, se utiliza
fundamentalmente para "planear" o "aplanar" una superficie.
Si la superficie cepillada es la cara de la pieza a la operación se la define
como "planeado", mientras que si la superficie cepillada es el canto
de la pieza a la operación se la denomina como "canteado". Se
pretende con esta operación que la superficie sea recta en la dirección
longitudinal y en la transversal y que diagonalmente no presente torsión
alguna, es decir, que no esté "alabeada".

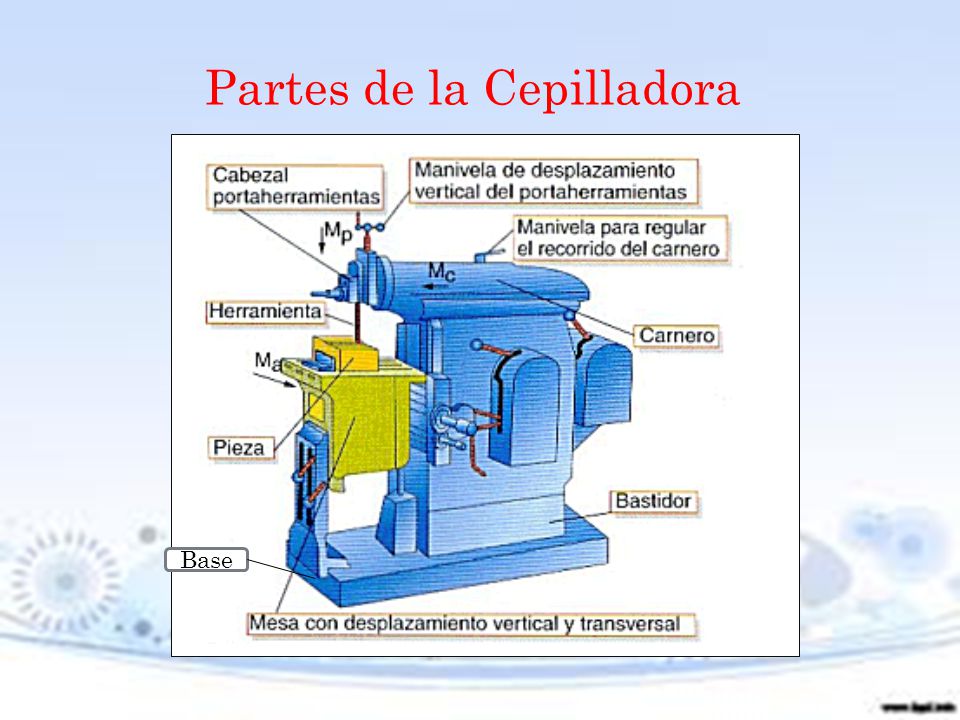
Partes de una cepilladora
- La base: Descansa directamente sobre el piso del taller, es un vaciado que sirve como cimiento de toda la máquina.
- Columna: La columna o marco como también se le llama, es un vaciado hueco cuya forma es de una caja con cobertura en las partes superior e inferior. Además de encerrar el mecanismo que mueve a la corredera, también encierra una unidad que opera la alimentación automática, y en el cepillo con impulso mecánico, otra unidad que permite el ajuste de la carrera de la corredera.
- La corredera cruzada o cruceta: Es un vaciado en forma de riel que se encuentra al frente de la columna. Su función es la de permitir movimientos vertical y horizontal de la mesa.
- La silleta: La silleta o mandil, que es comparativamente delgada, es un vaciado plano localizado entre la cruceta de un lado y la mesa de trabajo en el otro, forma el escalón de conexión entre estas partes.
- Mesa: Es un vaciado de forma rectangular, de construcción de caja con abertura al frente y al fondo.
- Carro: El carro es el miembro largo y comparativamente más estrecho de la cepilladora, diseñado para moverse hacia delante y hacia atrás arriba y en la sección horizontal de la columna. El carro soporta a la herramienta de corte y la guía sobre el trabajo durante el proceso de corte.
- Cabezal de herramientas: Está sujeto al extremo frontal de la corredera. Consiste de la misma pieza que sirven para sujetar la herramienta cortante, guiar verticalmente a la herramienta y ajustarla para el corte deseado.
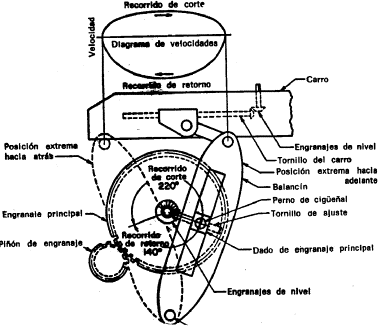
- Mecanismos de movimiento para un cepillo de manivela: El miembro que acciona la corredera, esto es, la parte que controla el movimiento de vaivén de la corredera, se llama brazo oscilante.
Tipo de trabajo y movimientos
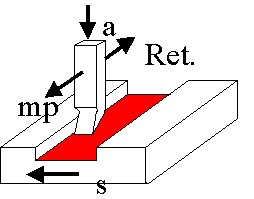 |
mp = movimiento principal
S = avance
Ret. = retroceso
a = penetración
|
Funcionamiento de la cepilladora
- Cepillo Tipo Biela: Es una maquina un tanto lenta con limitada capacidad para quitar meta. Por tal razón está siendo remplazada rápidamente en los talleres de trabajos diversos por la más versátil fresadora vertical. Sin embargo, muchas de estas máquinas herramientas se utilizan todavía en los laboratorios escolares y en talleres pequeños de trabajos diversos.
- Cepillo de Codo Hidráulico: Muchos de los cepillos de codo mas grandes son de funcionamiento hidráulico. El ariete de este tipo de cepilladura se mueve por la presión de aceite proporciona por una bomba impulsada por un motor eléctrico. Para cambiar la dirección de la presión del aceite se utiliza una válvula inversora, lo cual hace cambiar la dirección en que se mueve el ariete. El avance de la mesa funciona también mediante la presión de aceite. Los cambios en la velocidad y el avance se hacen por medio de válvulas de control.
- Cepillo de Mesa: Este se emplea para maquinar superficies planas que sean demasiado grandes para el cepillo de codo. Se diferencia de este ultimo en que la mesa que sujeta la pieza de trabajo se mueve hacia adelante y hacia atrás bajo una herramienta estacionaria de corte. También se caracteriza por su gran capacidad de trabajo aunque cuenta con una mesa de longitud en donde se pueden montar piezas un poco largas y maquinarlas en toda su longitud por medio de dos o cuatro herramientas al mismo tiempo, esto sucede porque algunas cepilladoras tan solo cuentan con dos portaherramientas en cada bastidor que tenga la maquina.
- Ajustes del carro.
- Ajustes de velocidad y avance.
- Avances.
Los cepillos pueden generar escalones, chaflanes,
ranuras o canales de formas especiales.

El movimiento principal lo tiene la herramienta, la
cual va sujeta a una torre del brazo o ariete del cepillo.
El movimiento de avance lo proporciona la mesa de
trabajo por medio de un dispositivo llamado trinquete, el cual durante la
carrera de trabajo de la herramienta no se mueve, pero al retroceso sí lo hace.
El movimiento de penetración en el cepillo se logra
por medio del ajuste de la mesa de trabajo.
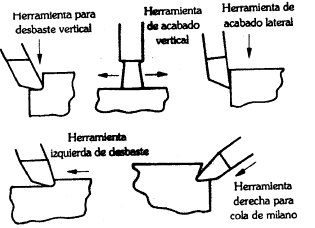
Herramientas de corte para cepillos de codo.
Las herramientas de corte que se usan en los
cepillos son semejantes a las que se usan en los tornos. La figura muestra
herramientas de corte para diversas operaciones de maquinado que se llevan a
cabo con el cepillo. La mayor parte de las herramientas de corte para cepillos
sólo necesitan una pequeña cantidad de desahogo; por lo general de 3 a 5º para
desahogo frontal y lateral. Los ángulos de inclinación laterales varían según
el material que se esté maquinando. Para el acero se usa por lo general de 10 a
15º. El fierro colado necesita de 5 a 10º y el aluminio de 20 a 30º de
inclinación lateral.
Los portaherramientas que usan los
cepillos de codo también se asemejan a los de los tornos. Sin embargo, el
agujero cuadrado por el que pasa la herramienta es paralelo a la base en los
portaherramientas para cepillo. Con frecuencia se usa el portaherramientas
universal o de base giratoria. Como se ve en la figura el portaherramientas
universal se puede girar para cinco tipos distintos de
cortes. En los cepillos se usan varios tipos de
sujetadores de piezas. En cada tipo se necesita prensar la pieza en forma
rígida. Si la pieza se mueve durante una operación, puede dañar seriamente al
cepillo, o al operador.
La mayor parte de las piezas por maquinar en el
cepillo se pueden sujetar en una prensa. Las barras paralelas se usan para
soportar a la pieza sobre las quijadas de la prensa, en sentido paralelo a la
mesa y parte inferior de la prensa. También se utilizan las bridas y los
tornillos en T para fijar a las piezas o a las prensas sobre la mesa de
trabajo.
La pieza a trabajar se
sujeta sobre la mesa ajustable, si su tamaño y forma lo permiten, esto se logra
con un tornillo de mordaza que a su vez se encuentra fijo a la mesa. Una
herramienta puntiforme (buril), fijo al brazo rígido, se mueve sobre la pieza
con movimiento recíprocamente hacia adelante y hacia atrás. La longitud de la
carrera de avance y el número de carreras por minutos se pueden ajustar de
acuerdo a la longitud y su forma de la pieza a cepillar. Con una excepción, el
buril, se puede ajustar verticalmente y remueve material durante la carrera de
avance solamente. Durante la carrera de regreso de la corredera, la mesa y el
trabajo se mueven hacia la herramienta a una distancia predeterminada mientras
se mantiene conectada la alimentación automática de la mesa.

Mantenimiento
Antes y durante las
operaciones de cepillado es necesario realizar ciertos ajustes. Éstos ajustes
bien realizados nos ayudarán a incrementar la producción.
La mayor parte de las piezas que se maquinan en un cepillo se
sujetan con una prensa, por lo tanto, los procedimientos, preparaciones y
operaciones que se describen a continuación se aplican cuando la pieza se monta
en una prensa.
Se deben hacer los ajustes en el carro, antes de maquinar la
pieza. Primero se debe ajustar la longitud de la carrera. Esto se hace haciendo
girar el eje de ajuste de carrera o selector de carrera. La mayor parte de los
carros tienen una escala con un indicador para señalar la longitud de la
carrera. Ésta se ajusta cuando el carro está en su posición extrema de regreso.
Por lo general se ajusta a una pulgada más de la longitud de la pieza que se va
a maquinar.
El segundo ajuste es para colocar la herramienta. El carro se
ajusta de tal modo que la carrera pase por toda la longitud de la pieza. Para
ajustar la posición correcta del carro, éste debe encontrarse en la posición
extrema de la carrera de regreso.
La velocidad de un cepillo es el número de carreras de corte que
hace el carro en un minuto. La que se seleccione para el cepillo depende de lo
siguiente:
ð Tipo del material que
se va a cortar.
ð Tipo de herramienta de
corte.
ð Rigidez de la
preparación y de la herramienta de maquinado.
ð Profundidad de corte.
ð Uso de fluidos de
corte.
Existen tablas para determinar el número de dobles carreras
recomendables, más adelante se muestra una de esas tablas.
El avance en el cepillo es la distancia que recorre la pieza
después de cada carrera de corte. Por lo general, el avance necesario depende
de las mismas variables que determinan las velocidades de corte. Los avances
del cepillo de manivela se regulan mediante una biela de avance.
Seguridad industrial
-Riesgos específicos
Contacto con las herramientas de corte Es el riesgo más
importante de la cepilladora y el que origina la práctica totalidad de los
accidentes en la misma. El contacto con las cuchillas de corte puede producirse
por la zona posterior de la guía o parte no activa de las cuchillas (riesgo que
rara vez se actualiza en accidente), o por su parte anterior o zona de
operación (riesgo que se actualiza muy repetitivamente en accidente).
Golpes y/o contusiones por el retroceso imprevisto y violento
de la pieza que se trabaja.
-Sistemas de
prevención
En operaciones con la cepilladora es preceptiva la protección del
fragmento del árbol portacuchillas situado en la zona posterior de la guía o
zona no activa del árbol con cobertores, bien de reglaje manual o bien
autorregulables, a fin contactos fortuitos en esa zona.
Protectores de reglaje manual En general, todos ellos
presentan el inconveniente de que deben ser reglados para las distintas
necesidades del corte, lo que implica una pérdida de tiempo.
Protectores autorreglables Presentan la ventaja sobre
los anteriores de no precisar su reglaje para las distintas dimensiones de las
piezas a mecanizar, evitando por consiguiente la pérdida de tiempo que ello
suponía.
Velocidad de corte

No hay comentarios:
Publicar un comentario